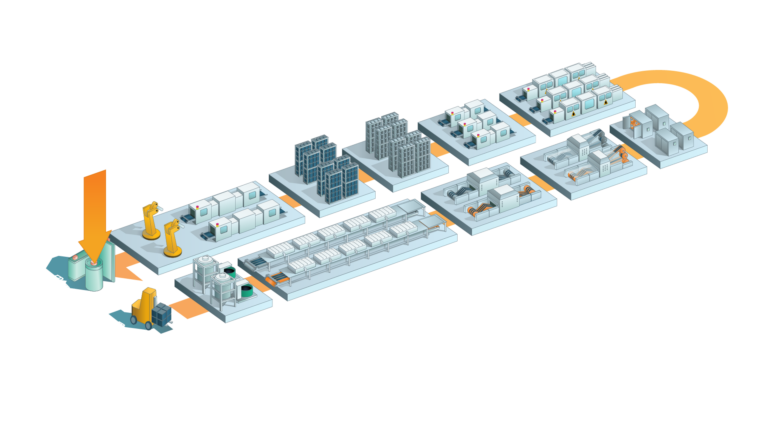
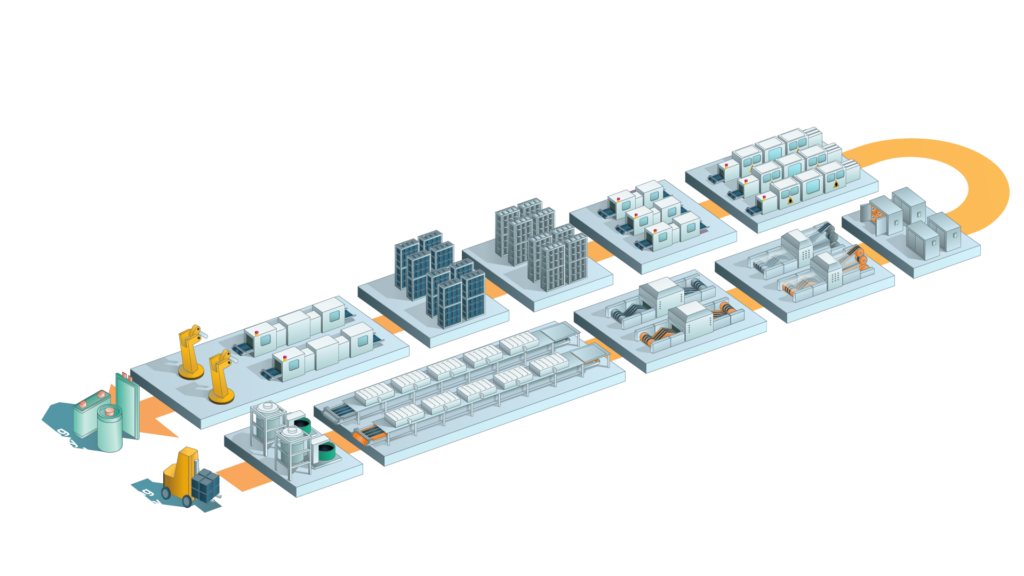
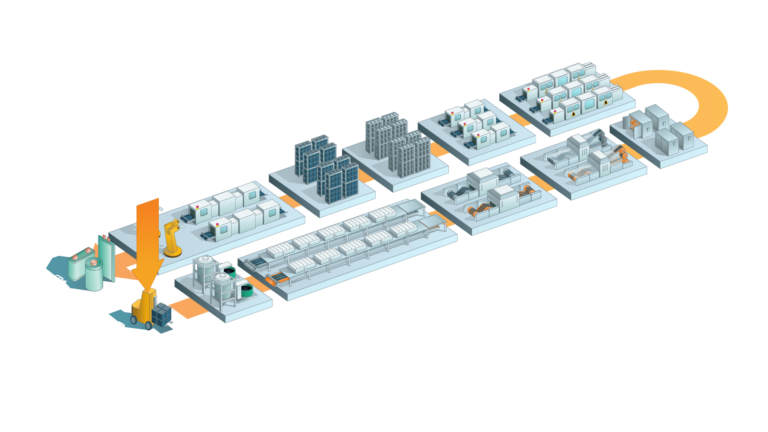
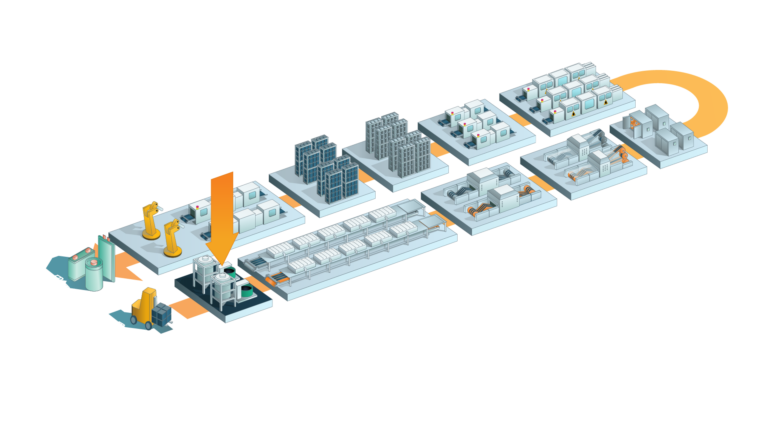
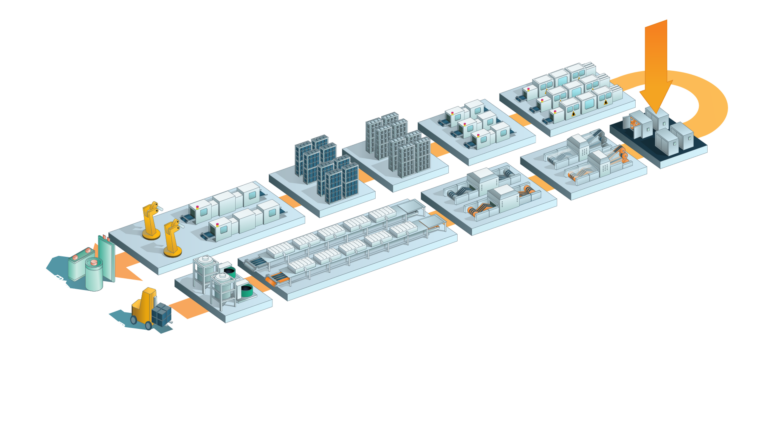
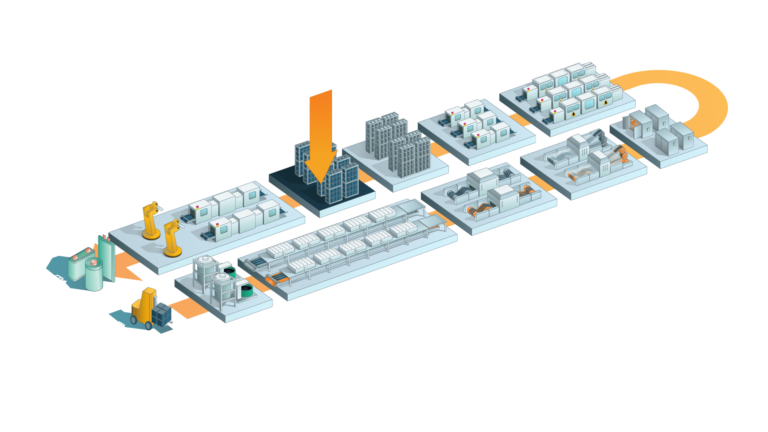
Battery Cell Production Layout







Incoming Quality Control
Incoming quality control (IQC) refers to the process of testing and evaluating incoming materials, components, or parts before they are further processed in the production line. The IQC is critical to battery cell production, as the quality of input materials has a direct impact on the final cell performance, the stability of the life cycle, and the safety of the battery.
1. Material testing: The quality of the materials, especially the active cathode and anode materials and other powders such as binders and additives, electrolytes and separator foils, must be strictly checked to secure a high-quality product and reduce the scrap rate.
2. Further testing procedures: Chemical analyses and physical tests ensure conformity with the specified standards. In addition, the electrical properties of the materials must be checked to ensure that they meet the performance standards.
3. Dimensional inspection: The exact geometrical dimensions of the battery components must be measured by the operator and compared to the given specifications to ensure that they meet the requirements.
4. Visual inspection: Visible defects or irregularities are detected by visual inspection to ensure that the final quality of the cells meets the requirements. For this purpose, cameras are often used as a visual control system.
5. Environmental testing: The materials are subjected to environmental tests to evaluate their resistance towards environmental conditions such as temperature fluctuations and humidity.
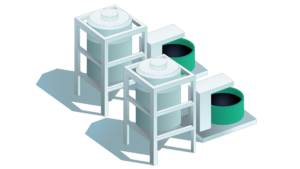
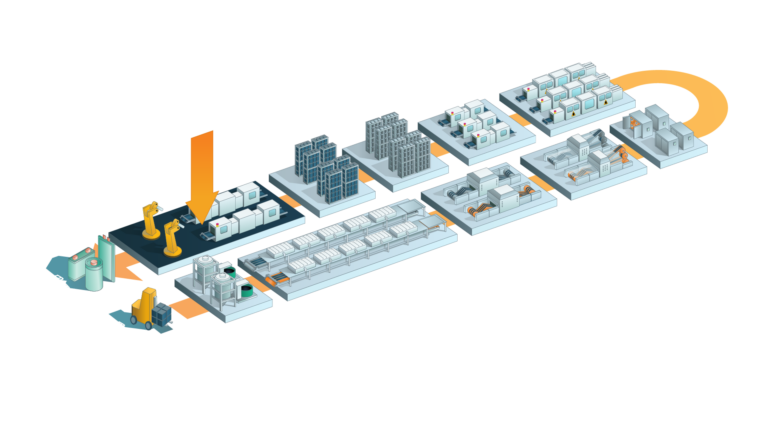
Dosing & Mixing
The production of active material and additives involves a series of sequential steps to ensure optimal mixture quality:
First, the active material and additives are precisely dosed into the mixer. Subsequently, a dry mixing process is employed to break up heterogeneous phases, a technique commonly referred to as distributive mixing. This phase aims to achieve an even distribution of components within the mixture.
Following distributive mixing, the solvent is either partially or completely added to the mixture. The next step is homogenization and deagglomeration, known as dispersive mixing. This process ensures the creation of a homogenous and finely dispersed mixture and improves the overall consistency of the material.
Optionally, if the material is not used as an additive, a binder solution may be added and incorporated. This additional step provides cohesion to the mixture and improves its structural integrity.
To eliminate any trapped air within the mixture, a vacuum is applied. This vacuuming process extracts the previously bound and incorporated air, further optimizing the composition of the mixture.
The resulting product, which is now in a semi-liquid state, is known as "slurry." This slurry serves as a precursor in the battery cell production process and forms the foundation for subsequent manufacturing steps.
Throughout each of these stages rotating tools are used.
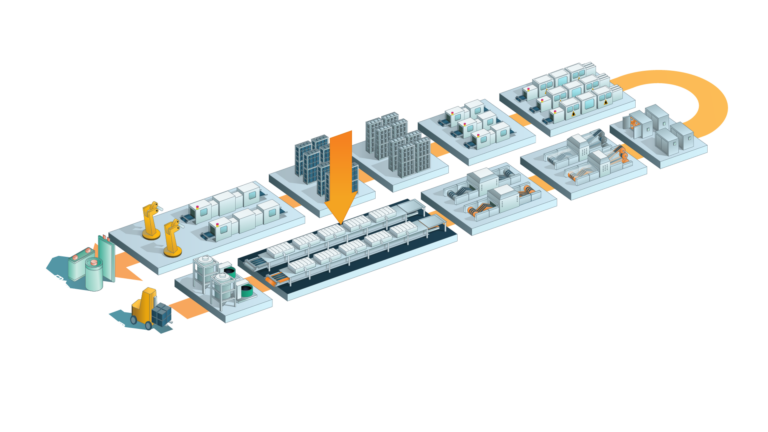
Coating & Drying
The coating process starts with the application of the slurry to the substrate foil, a critical step that involves several procedures:
The substrate foil passes a coating process in which the slurry is applied using an application tool, such as a slot die, doctor blade or anilox roller. This coating serves as the basis for the electrode material within the battery cell.
The coating of the substrate foil can be done either by continuous or intermittent methods, allowing flexibility in the manufacturing process and in the choice of final cell format. It is possible to coat the top and the bottom simultaneous or sequentially, with a preference for tandem coating in sequential applications (for quality reasons).
After the coating process, the coated substrate foil passes through a dry oven. The transportation can be facilitated by either rollers or levitation systems. Heat is applied to the coated substrate foil by convection within the oven to effectively remove the solvent from the coating. This step is crucial for achieving the desired consistency and quality of the electrode material.
In order to control the drying process and ensure an optimal outcome, the dryer is divided into different temperature zones, allowing for the realization of an individual temperature profile. In cases where solvents are used, the solvents are subsequently recovered and either processed or recycled, following environmentally conscious practices.
Once the coated substrate foil has completed the drying phase, it is calendered and passes a cooling process to reach room temperature. Finally, the processed electrode is wound up and is ready for the next stages in the battery cell production.
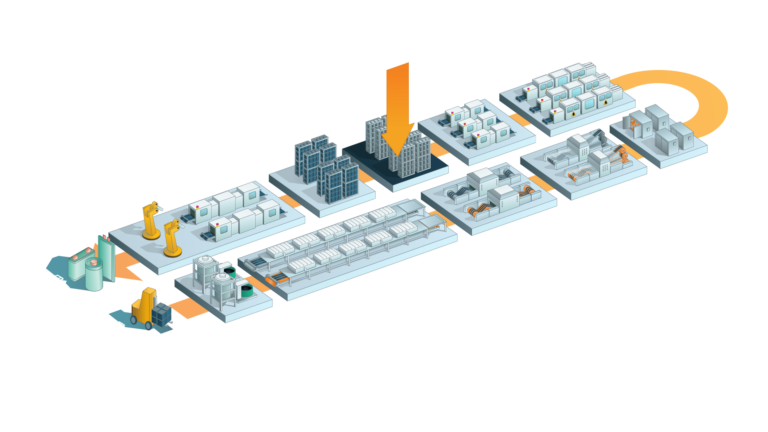
Calendering
In the calendering stage of the battery cell production, the coated copper and aluminum foil undergoes the following steps:
Before calendering, the electrode foil undergoes a process of static discharge and cleaning. Brushes or air streams are used to ensure that the foil is free of impurities and residual material that could impair its quality.
Calendering itself aims to reduce the porosity of the electrode foils and is achieved by compacting the foil using a rotating pair of rollers. This pair of rollers, which work on the top and bottom of the film, generates a precisely defined line pressure. This pressure is decisive for the density and properties of the finished electrode material.
After calendering, the electrode is cleaned again before it is rewound, continuing the production process from roll to roll. The calendered mother coils are typically transported to the slitting line by using manual transportation process.
Slitting
Slitting is defined as a separation process, dividing a wide electrode coil, known as the mother coil, into several smaller electrode coils, the so-called daughter coils, to a desired width.
The slitting process usually involves rolling knives that cut the wide electrode coil into narrower strips.
Following the slitting operation, each daughter coil undergoes a thorough cleaning process. This step is essential to remove any debris, contaminants or residues that may have accumulated during the slitting process to ensure that the daughter coils meet the required quality standards.
The cleaned and separated daughter coils are then wound up again, continuing the roll-to-roll manufacturing process. This winding step prepares the electrode material for subsequent stages in the battery cell production line.
Vacuum Drying
Once the electrode daughter coils have been produced through the slitting process, the next process in the battery cell manufacturing involves their careful treatment and storage:
The coated daughter coils are placed onto a specialized goods carrier, ensuring their safe handling during subsequent processes.
These coils are then transported to a vacuum dryer for storage and further processing. The drying process takes place last around 8 to 48 hours. This allows for thorough removal of residual moisture and solvents from the coils, ensuring optimal electrode material quality.
The reduction of residual moisture is achieved by evaporation at low temperatures which is facilitated by maintaining a low total pressure within the vacuum dryer. This method ensures the residue-free removal of any moisture from the coated coils.
Once the vacuum drying is complete, the coils are either directly transferred to further processing in a dry room atmosphere or sealed under vacuum conditions. Vacuum dryers are often used as a means of maintaining a controlled environment and act as an airlock to the dry room to prevent external moisture or contaminants from affecting the electrode material.
To reduce the risk of corrosion processes, the vacuum dryers can be operated with inert gas (e.g. argon). This additional procedure prevents the adverse effects of corrosion, safeguarding the quality and integrity of the electrode material throughout its storage and subsequent use in battery cell production.
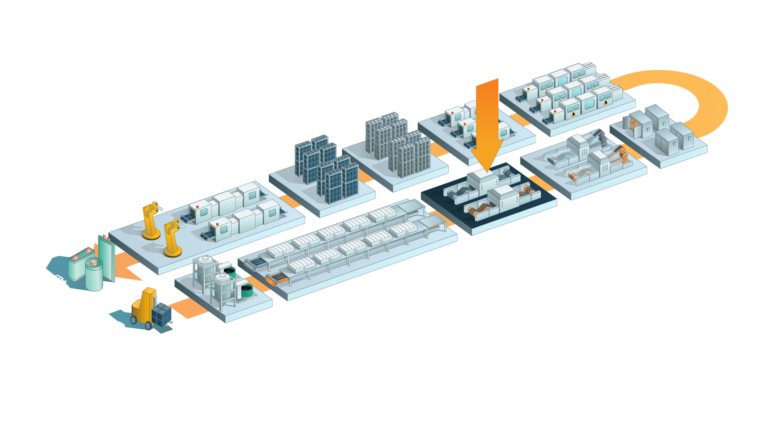
Assembly
In the intricate process of battery cell manufacturing, electrode separation and assembly represent crucial stages that determine the functionality and reliability of the final product.
Electrode separation:
Before the actual separation, a notching process can be employed. During notching, the dried electrode coil is unwound and the edge-areas of the electrodes are prepared accordingly for processing of the current collector tabs in later assembly steps. The electrode coil can be either rewound or fed directly to the separation process. Laser or shear cutting methods are commonly used for both notching and separation. The resulting electrode sheets are then stored and transported for further processing.
Cell stacking:
In cell stacking, a cell stack is formed by alternating arrangements of anode, separator, cathode, separator, etc. This stack can consist of up to 120 layers. Various stacking technologies (e.g. pick-and-place, rota-tion-based, goods-carrier-based) are used, which are often customer specific and patented. The electrode sheets are usually handled, transported, and positioned by vacuum grippers. The Z-folding tech-nique is also a common industrial variant in which anode and cathode sheets are inserted between the web-shaped separator, while the sep-arator itself remains as foil and is not cut into individual sheets.
Winding for Cylindrical Cells:
Winding is primarily used for cylindrical cells and occasionally as flat-winding configuration for prismatic cells. In the production of a jelly roll (the term of an intermediate product) for a cylindrical cell, electrode coils and separator webs are fed into the process. Prior to winding, a tab is welded to the anode. Winding occurs around a center pin (cylindrical cell) or winding mandrel (prismatic cell). The jelly roll is fixed by adhesive tape and the center pin may be removed or remain in the cell housing. Uncoated flags of the cell stack are cut to a defined length, welded to current collector tabs and assembled in subsequent steps.
Pouch Cell Assembly:
For pouch cells, the cell stack is positioned in a deep-drawn pouch foil. The top of the cell stack is covered and sealed gas-tight on three sides, leaving an open side for electrolyte filling.
Cylindrical Cell Assembly:
An insulator ring is placed on the jelly roll and the cell can is pushed over, joining the anode tab to the bottom. After adding another insulator ring on the cathode side, the pouch is sealed. After electrolyte filling, the lid assembly is crimped onto the beaded cell cup, closing the cylindrical cell.
Prismatic Cell Assembly:
For prismatic cells, uncoated flags of the cell stack are shortened, welded to tabs, and joined to a cap assembly. The stack may be wrapped in insulation foil for protection. The cell stack is inserted into the housing and the housing and lid are joined using a laser welding process. Electrolyte filling is done after the cell stack is in the packaging, ensuring precise positioning to avoid contamination. The filling and wetting processes are carefully controlled, and the packaging is sealed when complete.
Electrolyte Filling
Electrolyte filling ensures the proper functioning and longevity of the cell. The process aims to inject liquid electrolyte (organic or aqueous based), which enables the ion transfer required for battery cell utilization. The process is carried out after the electrode stack or jelly roll has been inserted into the cell packaging, be it a housing or pouch foil.
The electrolyte filling process involves the precise dosing of electrolyte into the cell packaging using the dosing lance. Dosing accuracy is a critical process parameter, impacting the overall performance and safety of the battery cell.
After filling, a dynamic (under-)pressure profile is applied to the cell during and after the filling process. This dynamic pressure profile activates capillary activities within the porous components of the cell, ensuring that cavities in the electrodes and separator are thoroughly filled with electrolyte.
To guarantee optimal electrolyte distribution, (partial) filling and wetting may be repeated several times. This iterative approach is taken to ensure that every part of the cell's internal structure is sufficiently saturated with electrolyte.
Following the completion of the electrolyte filling process, the opening of the cell packaging is securely closed. This final step seals the electrolyte within the cell, protects it against external influences, and ensures that the cell is ready for subsequent stages in the battery cell manufacturing process.
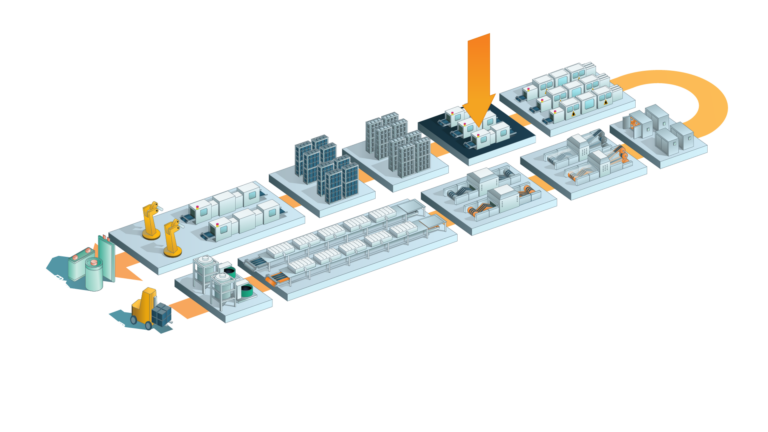
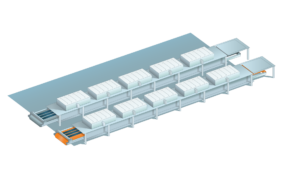
Formation
The formation process involves the initial charging and discharging cycles for activating cell activity by forming boundary layers, which ensure the necessary ion-transfer. During formation, the cells are placed into specialized product carriers in formation racks and are contacted by precision contact pins.
The charging or discharging of cells during formation follows defined current and voltage profiles, ensuring a controlled and tailored process. An important aspect of the formation process is the deposition of lithium ions in the molecular structure of the graphite on the anode side. This results in the formation of the Solid Electrolyte Interface (SEI), acting as a boundary layer between the electrolyte and the electrode.
The parameters employed during formation vary among cell manufacturers. These parameters are tailored based on the specific cell concept and chemistry, representing knowledge for each cell manufacturer. The details of the formation process, including voltage and current profiles, are key factors in overall performance and the reliability of the cell.
For pouch cells, an additional dimension is introduced during formation, as they are usually pressurized by special product carriers.
The process gases produced during the forming step are either released from the hardcase cells in a degassing process or disposed of by cutting out a gas pocket and then welding shut the case of pouch cells.
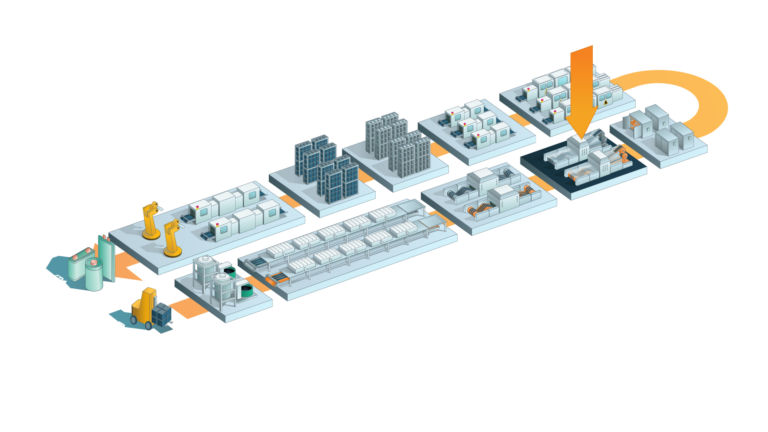
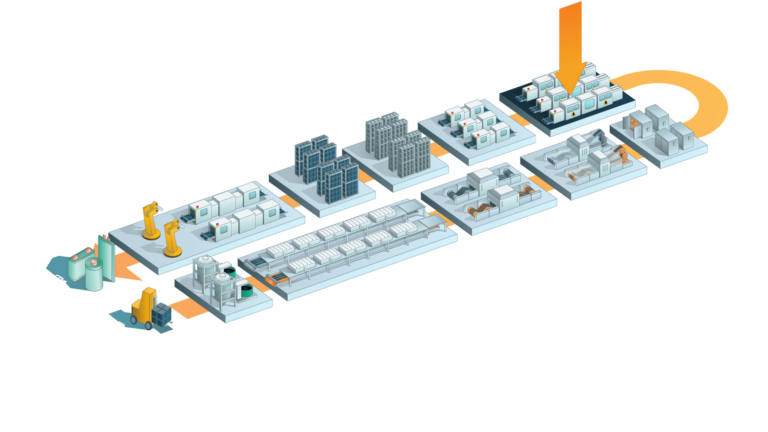
Aging
The aging process determines the quality of cells and forms an integral part of the End-of-Line (EoL) test in battery cell manufacturing.
Cells designated for aging are stored in aging racks and/or towers. Two approaches, high-temperature (HT) and room temperature (RT) aging, are employed, each adapted to specific cell chemistry and manufacturer preferences.
Throughout the aging process, the properties of the cells are monitored through regular open circuit voltage measurements conducted over a defined period, often extending up to three weeks. A lack of significant changes in cell properties during this period is indicative that the cell is in satisfactory condition and can proceed to the shipping phase.
In contrast to the formation process, pouch cells do not undergo pressurization during the aging step. This distinction underlines the differentiated treatment of cell formats based on their unique characteristics and requirements.
End-of-line Quality Control
As the concluding stage in the battery cell manufacturing process, cells undergo an End-of-Life (EoL) test before leaving the plant, ensuring the highest standards of quality and performance.
The cells, having completed the aging process, are carefully extracted from the product carriers in aging racks and transported to the test station. Various tests are carried out here, with the specific protocols varying depending on the manufacturer. These may include pulse tests, internal resistance measurements (DC), optical inspections, Open Circuit Voltage (OCV) tests, capacity assessments and leak tests. Following this comprehensive evaluation, the cells are discharged to the shipping state of charge.
Post-testing, many cell manufacturers implement a grading system based on performance data, allowing for the categorization of cells according to their individual capabilities. This grading process further ensures that cells meeting stringent criteria are identified for specific applications.
Once all tests have been successfully passed, the cells can be packaged and shipped. For transportation, a protective plastic cover is typically applied to the cells and stacked securely in a cardboard box. This packaging not only protects the cells during transportation, but also rationalizes handling and storage.
Outgoing Quality Control
In lithium-ion battery cell manufacturing, Outgoing Quality Control (OQC) ensures only high-quality cells are shipped. This involves visual inspections for defects, electrical tests to verify performance and safety tests to prevent hazards such as fires. The data from these tests are analyzed for quality trends using statistical methods. The results are used to determine whether the cells meet quality standards, with comprehensive documentation for traceability and continuous improvement. Rigorous OQC implementation guarantees that the battery cells are reliable, efficient and safe.