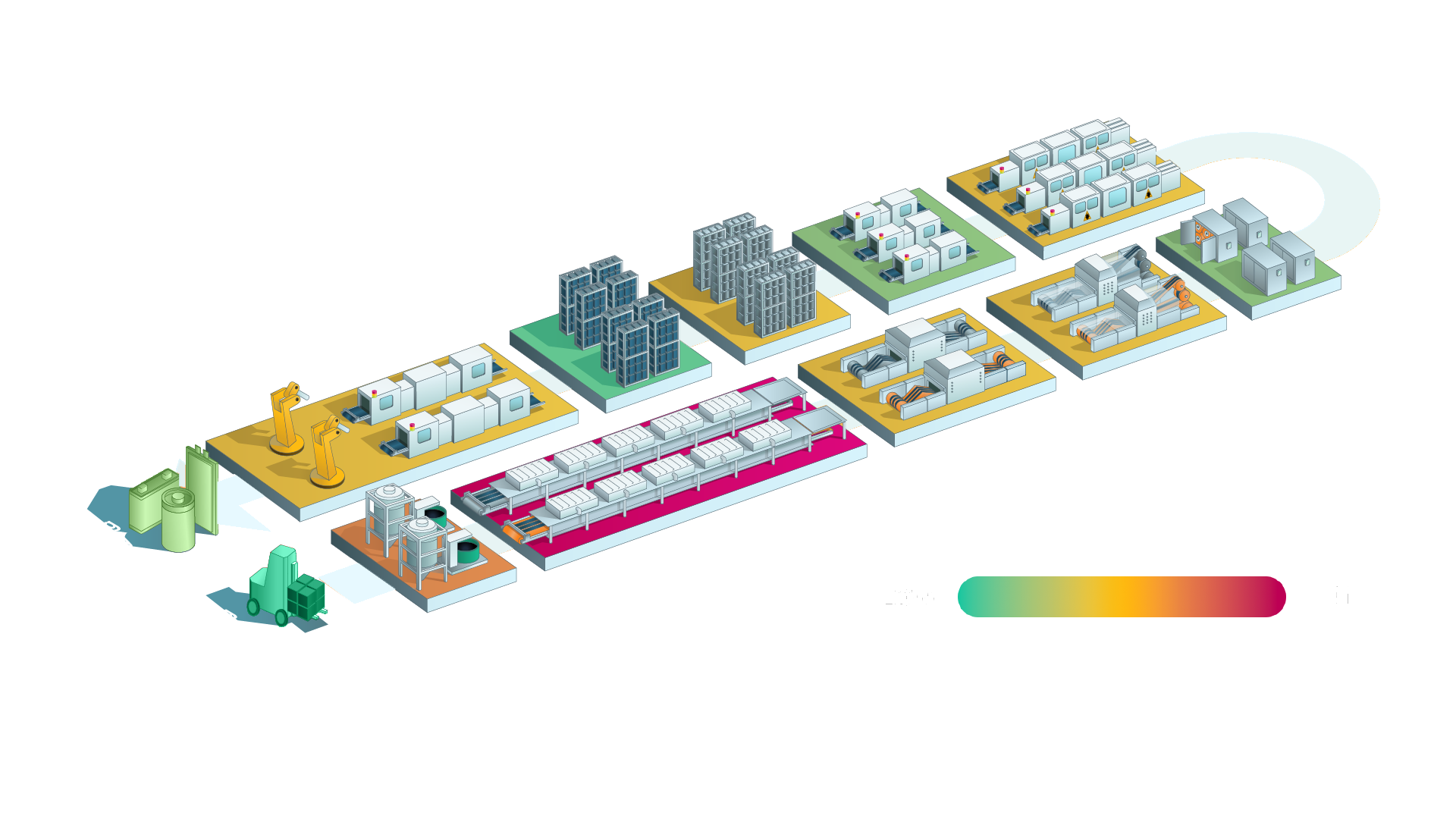
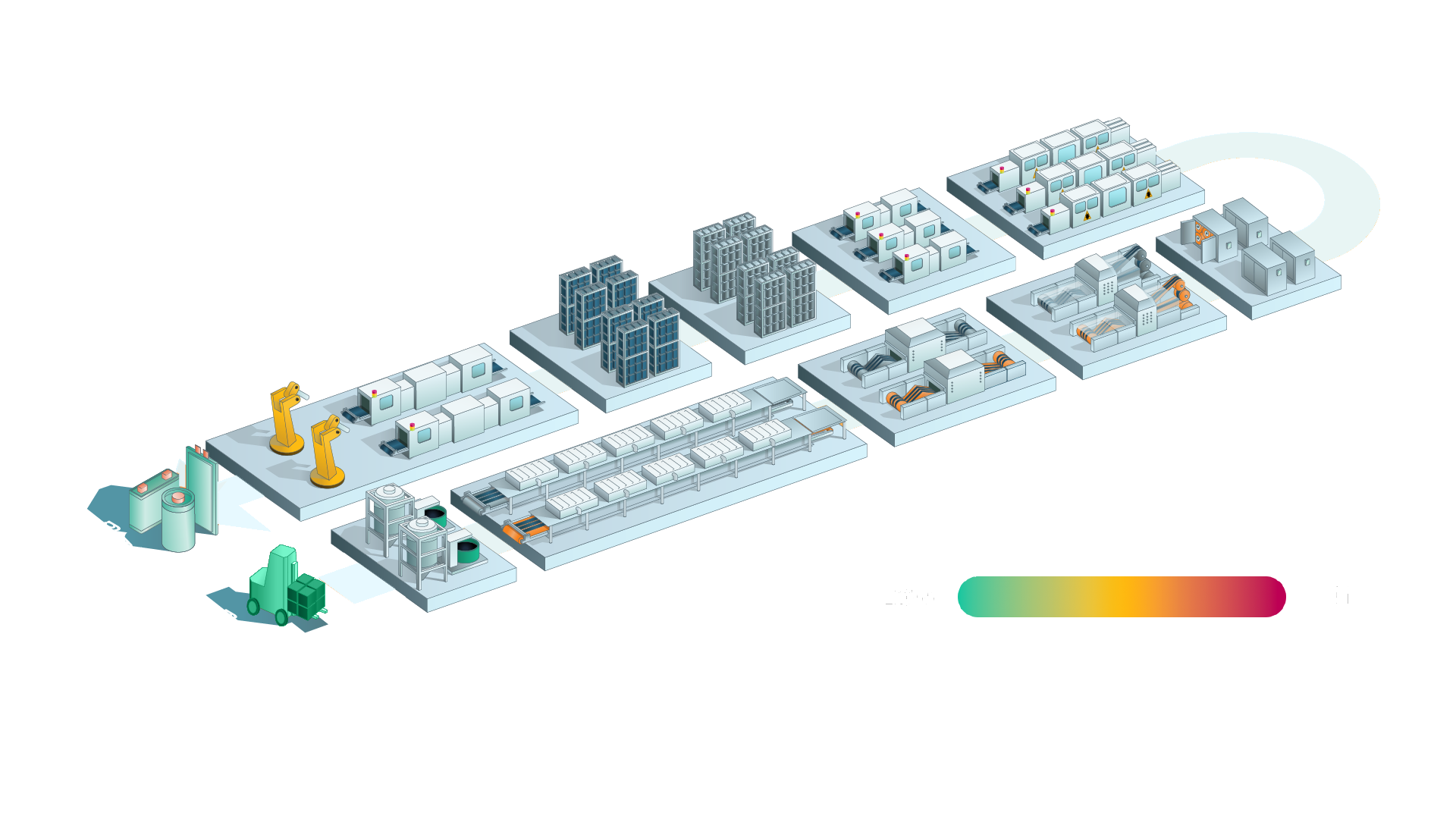
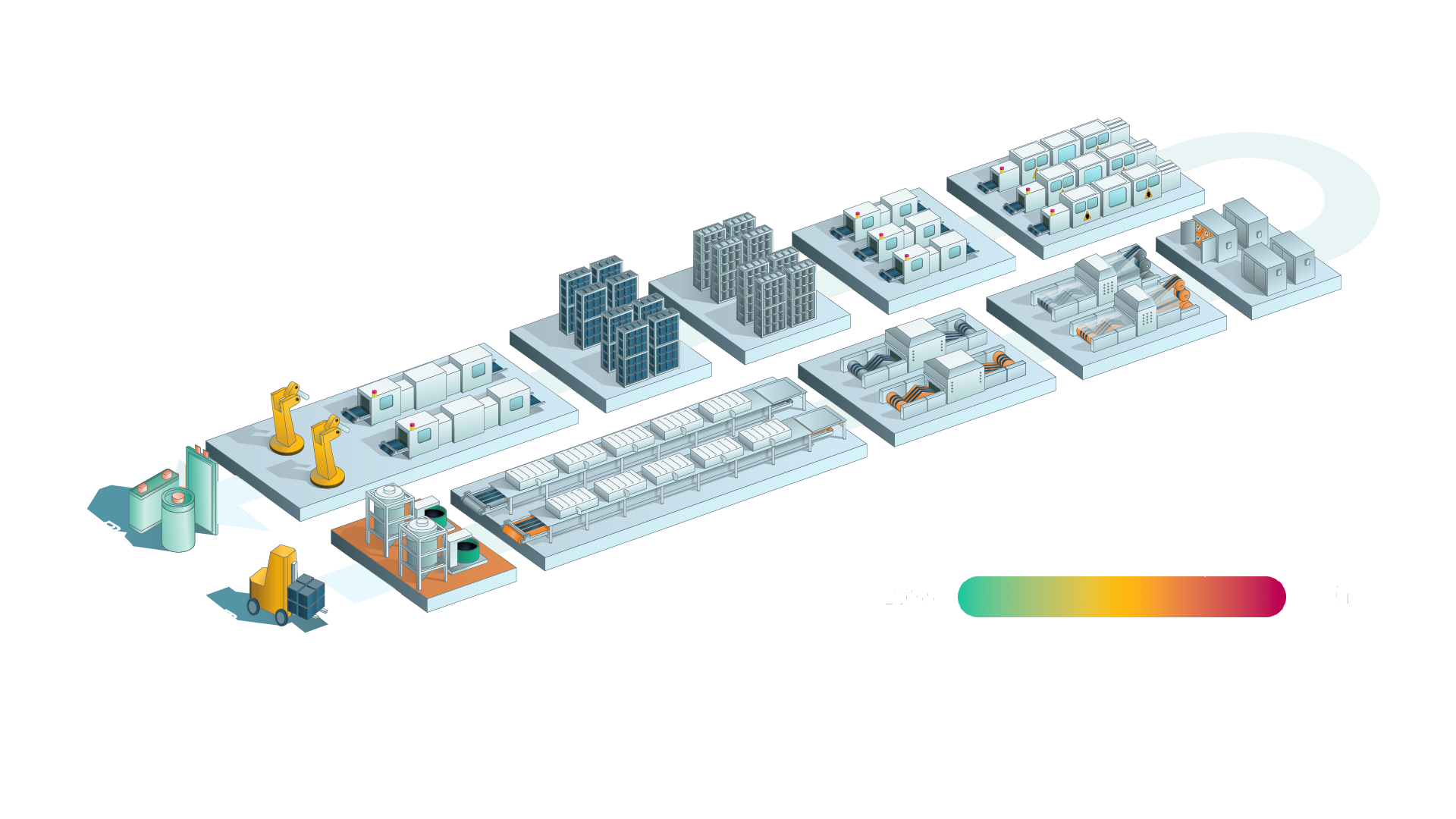
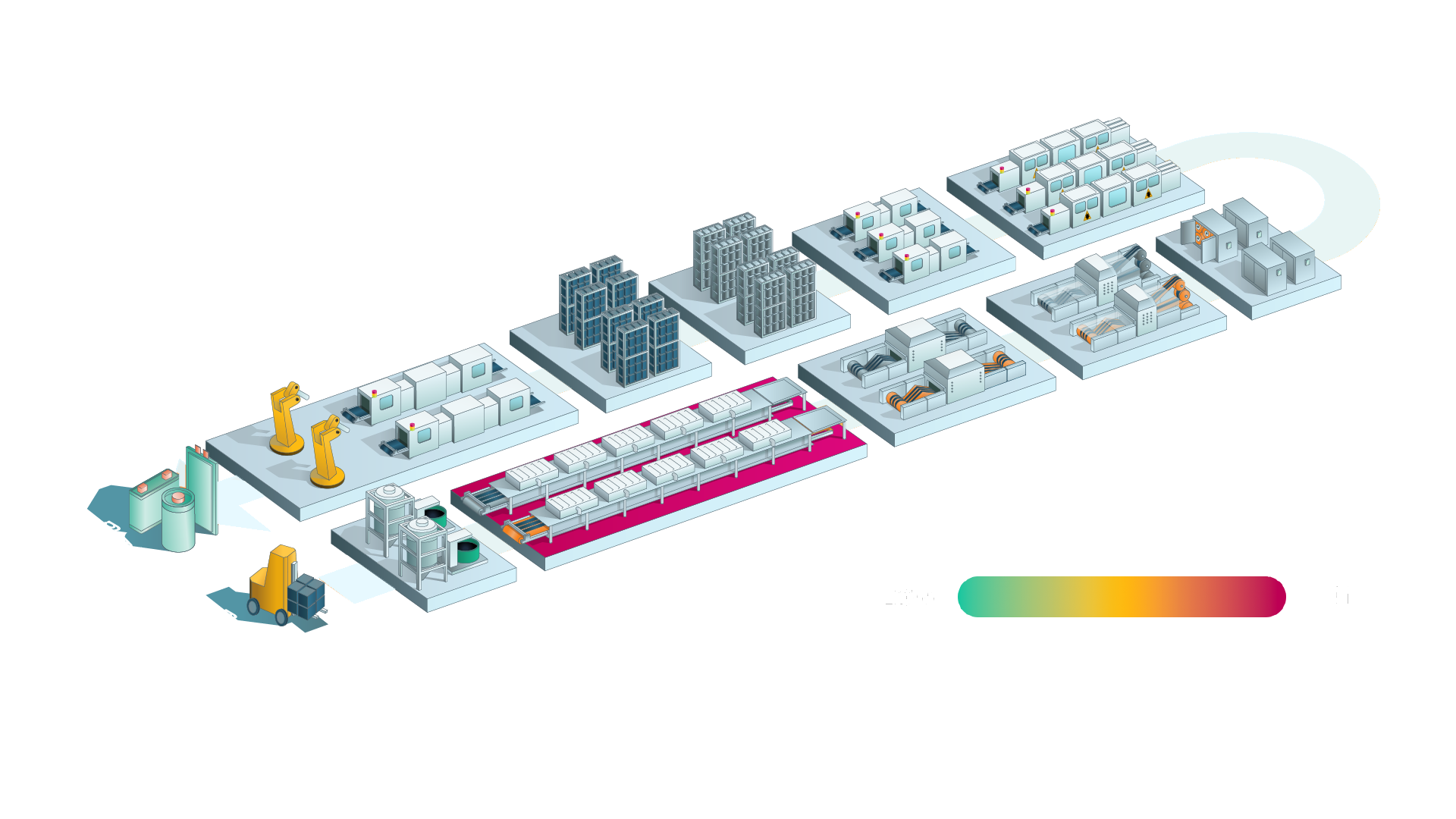
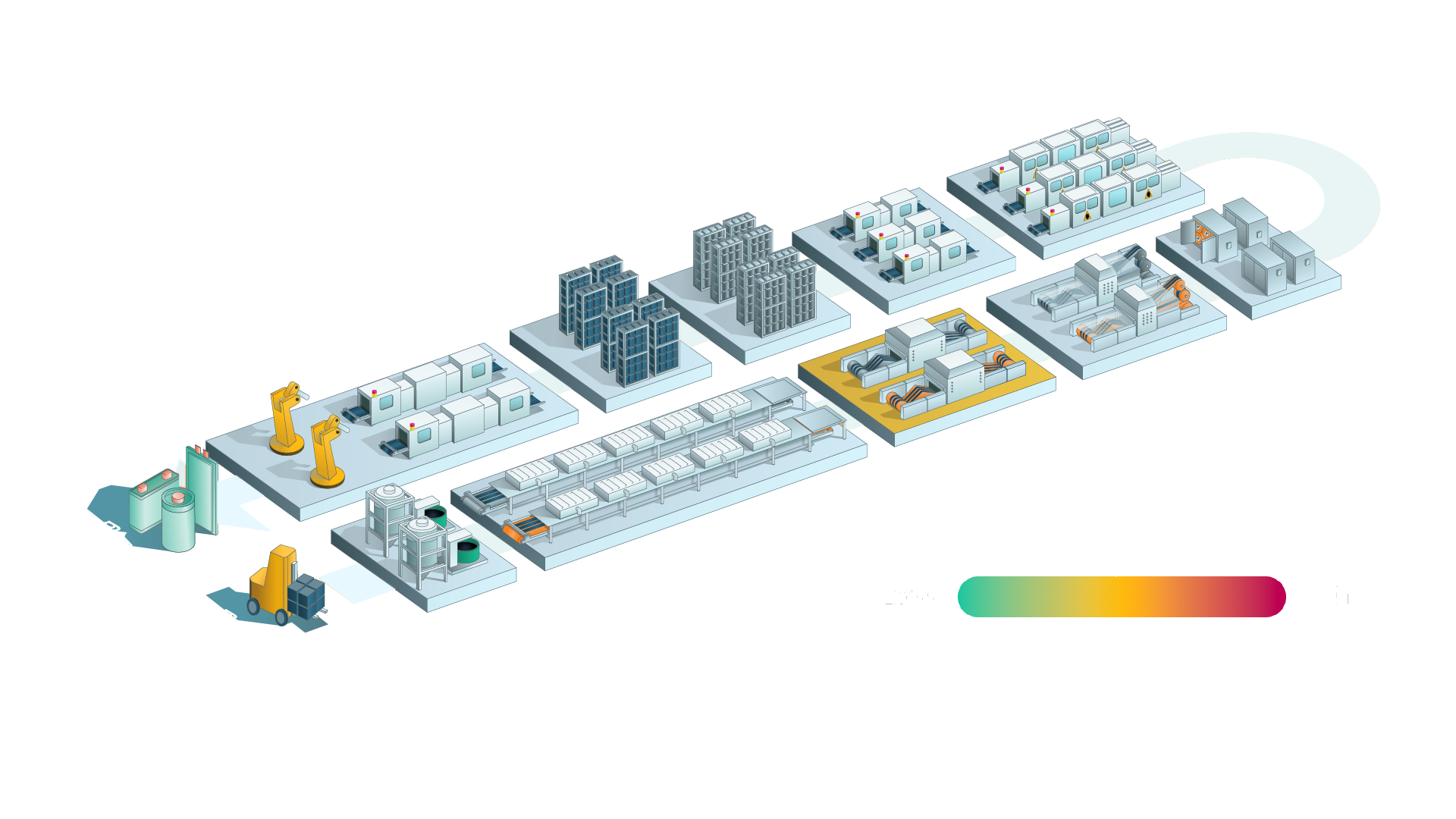
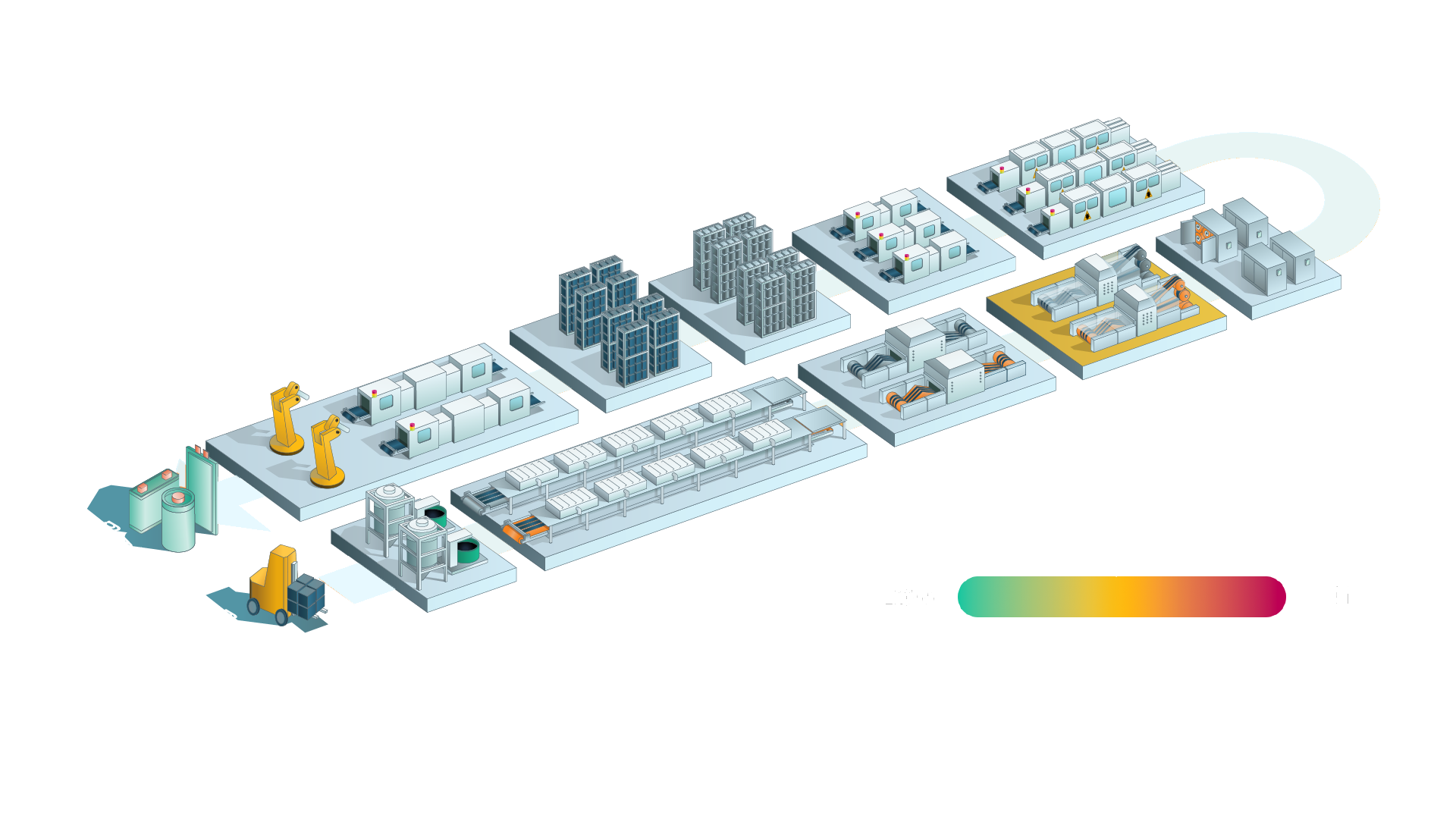
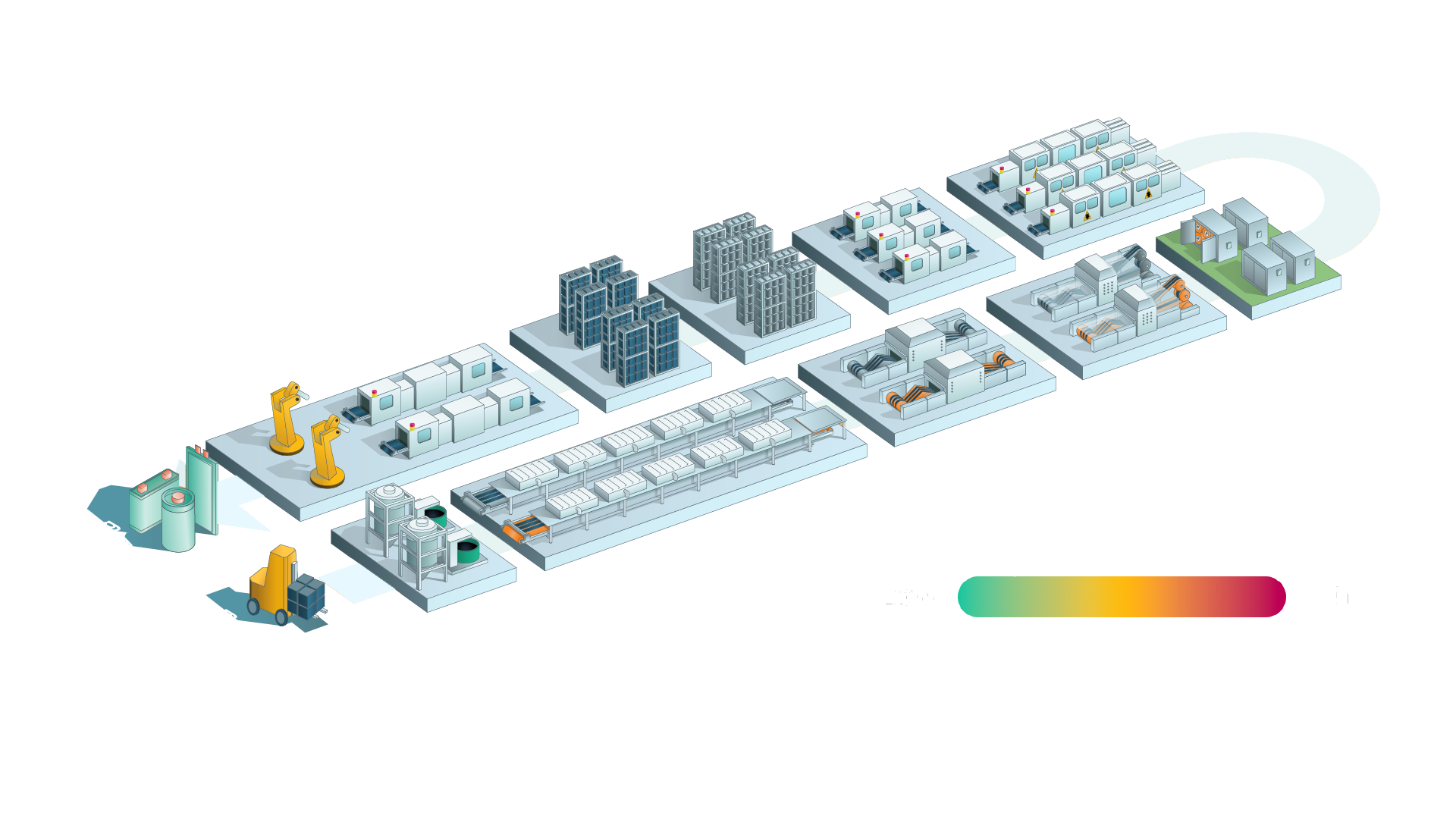
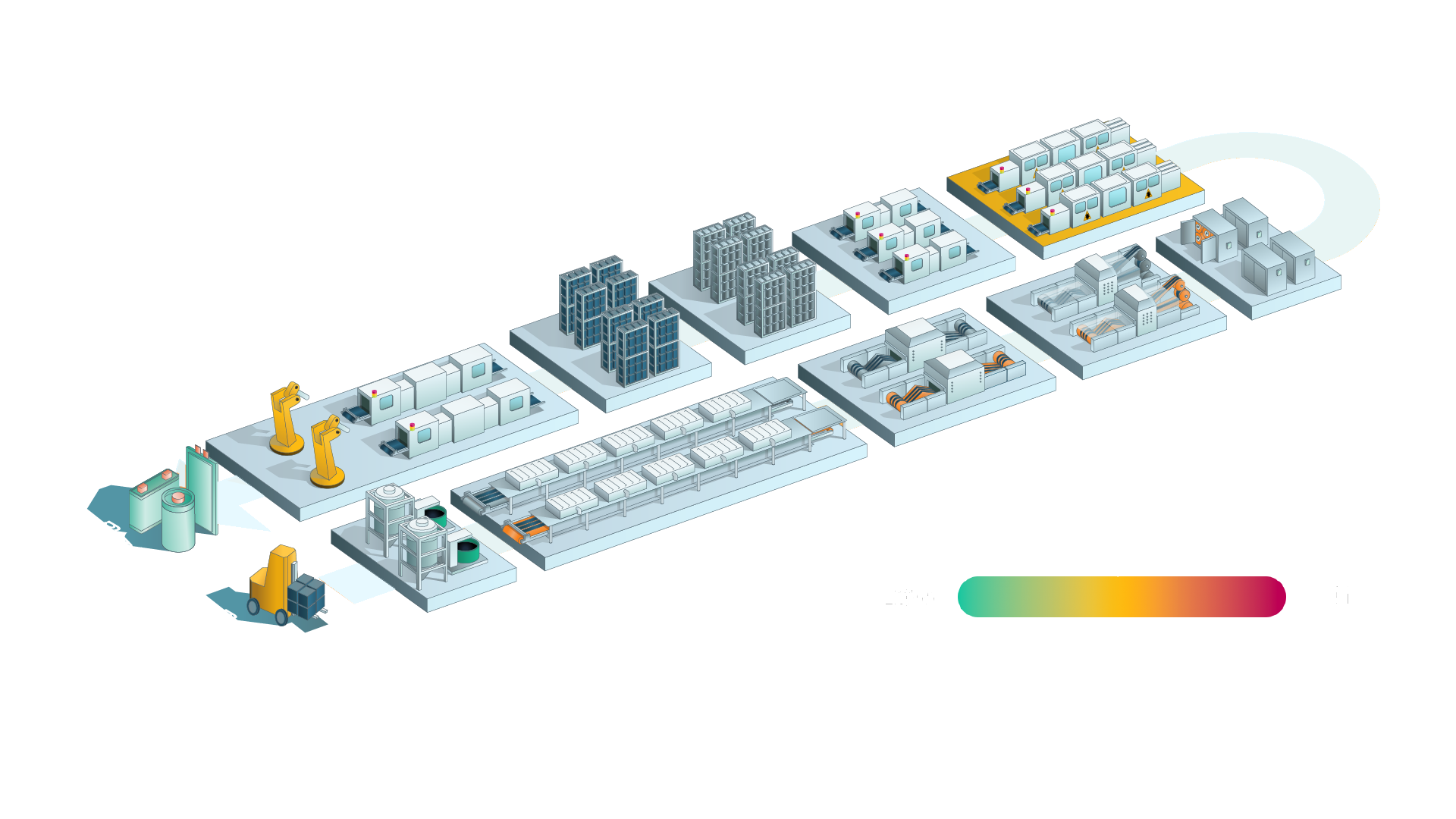
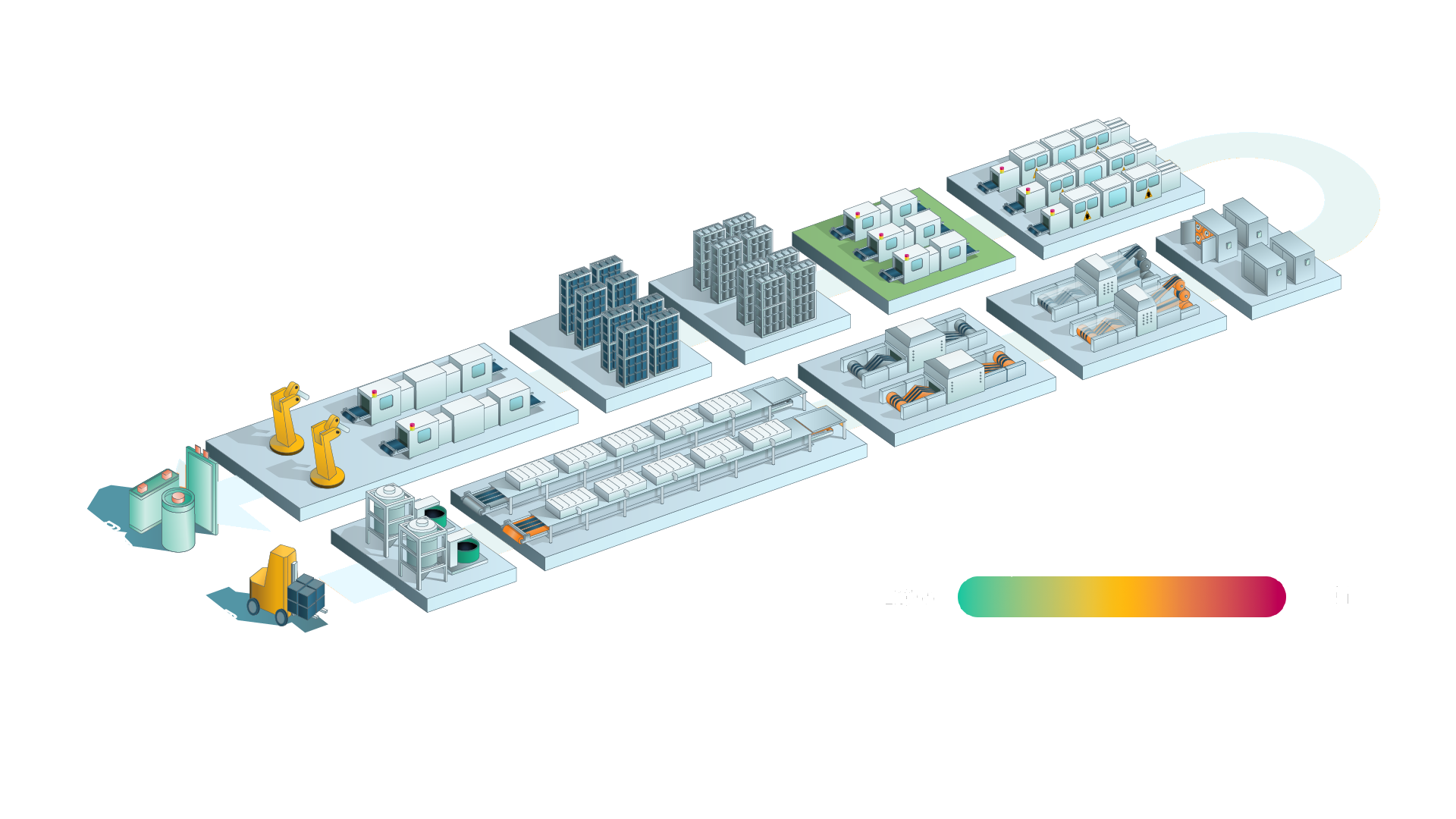
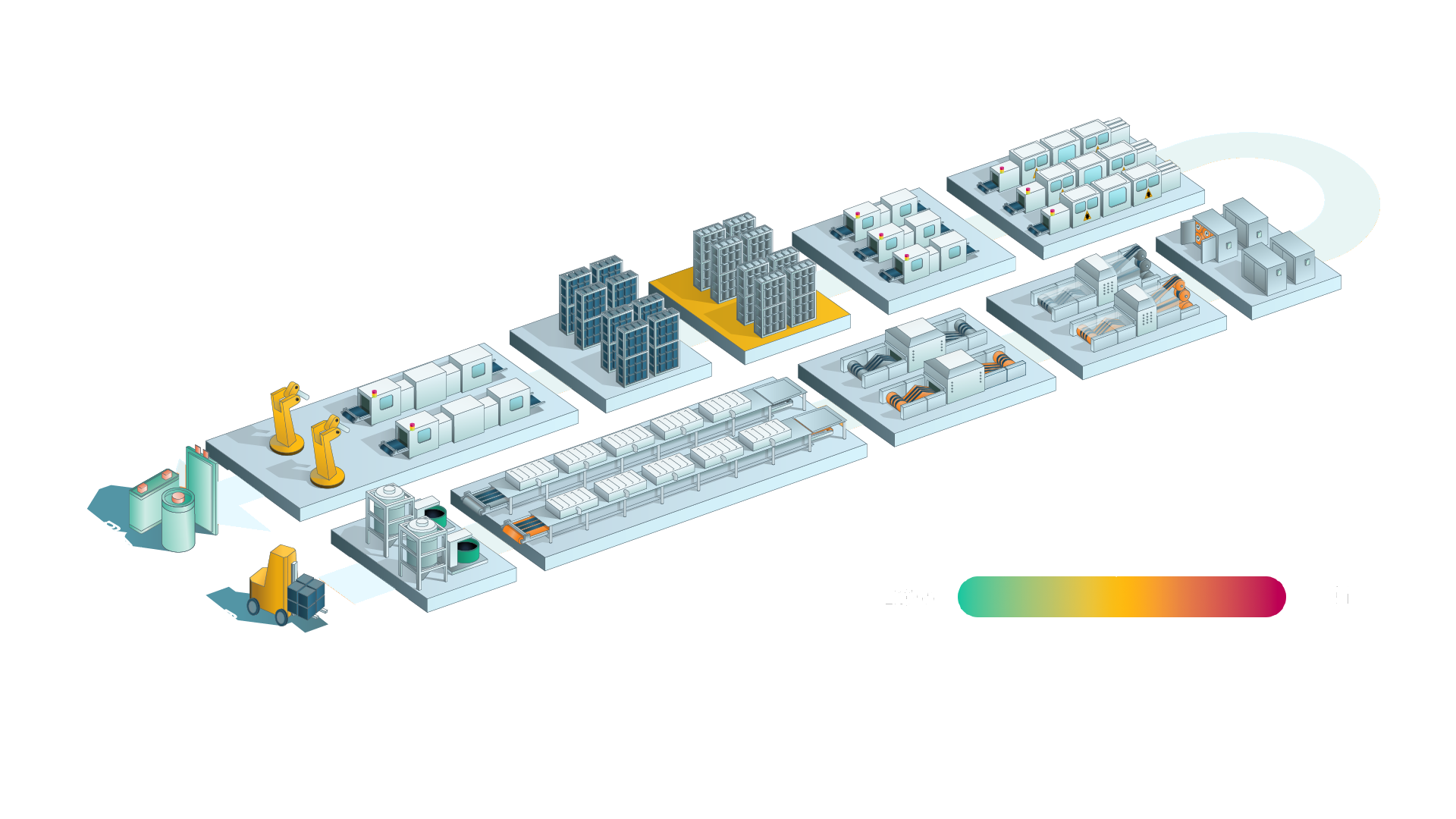
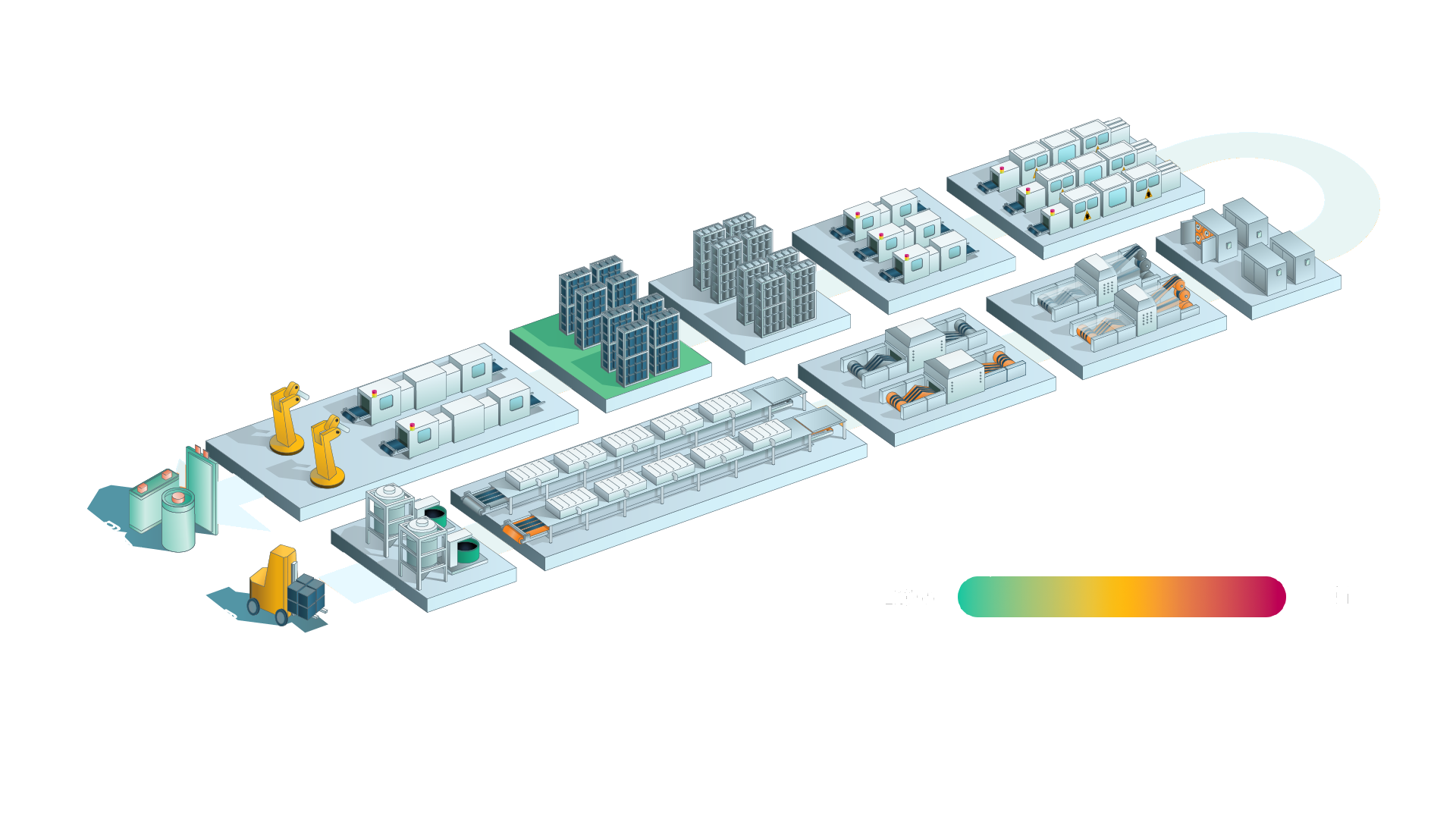
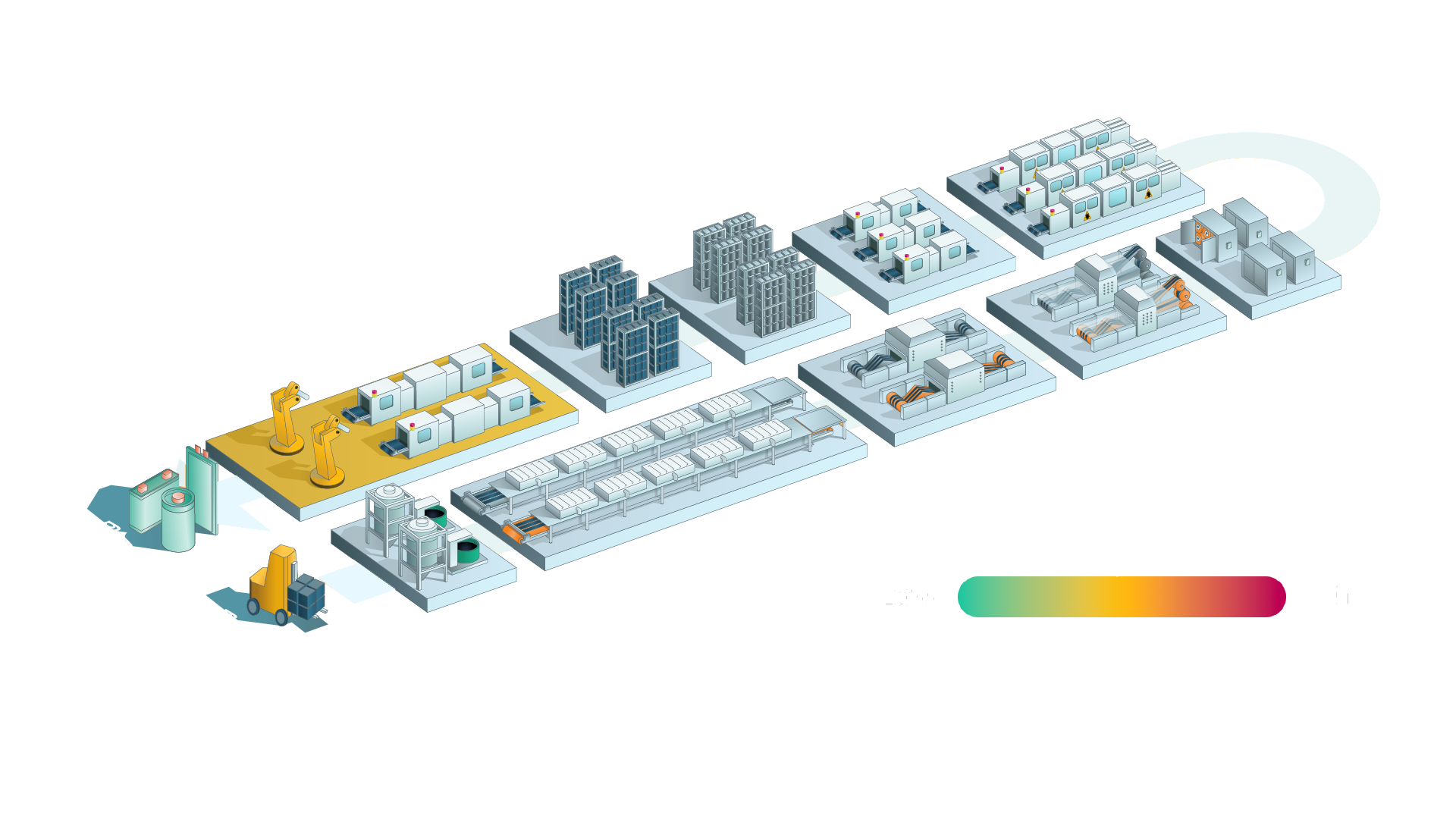
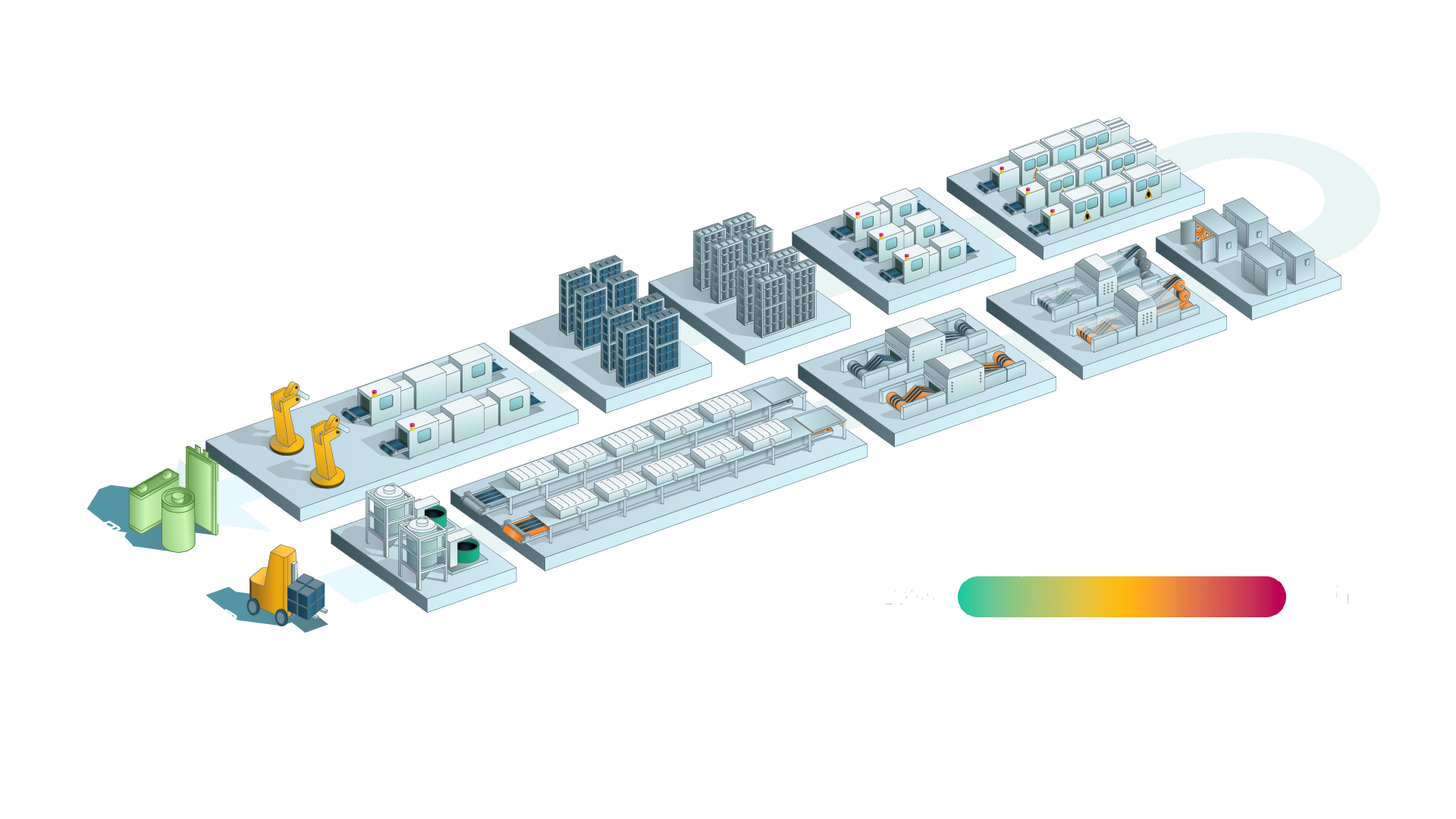
Heatmap of Quality







Incoming Quality Control
The first committee control
In the Incoming Quality Control (IQC) of battery cell production, assessing the scrap rate involves analyzing the percentage of incoming materials that do not meet quality standards. High scrap rates can stem from various causes, including supplier inconsistencies, transportation damage, or flaws in the materials themselves. Consistent communication with suppliers, inspection processes and proper handling of materials can help mitigate these issues. All in all, the scrap rate in the IQC can be determined as low.
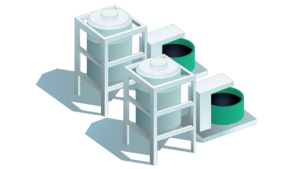
Dosing & Mixing
Production efficiency and quality for the whole line
In the dosing & mixing stage of battery cell production, the term “scrap” encompasses materials that deviate from prescribed quality criteria. Scrap arises from various sources, including inaccuracies in dosing procedures, such as errors in material measurements or inconsistencies in ingredient proportions. Additionally, impurities within raw materials or operational malfunctions can contribute to scrap generation.
Efficient scrap management at this phase is essential to maintain both production efficiency and product quality. The accumulation of scrap can disrupt production flow, increase operating costs, and affect battery cell performance. To address this challenge, manufacturers are adopting strategies aimed to minimizing the generation of scrap. These strategies include optimizing dosing and mixing procedures, implementing strict quality control measures, and conducting regular equipment maintenance to mitigate operational irregularities.
Furthermore, adopting recycling and reuse practices for scrap materials presents an opportunity to reduce waste and minimize environmental impact within the production process. By managing the scrap, battery cell manufacturers can ensure consistent production output while simultaneously upholding stringent quality standards and advancing sustainability objectives.
The scrap rate percentage for the mixing process ranges from 1% to 7.8%.
Coating & Drying
Prioritization to avoid scrap
Kehrer (2021) highlights the central role of the coating process within battery cell production, especially with regard to the scrap rate. The coating process proves to be an important focus that needs to be given special attention in order to reduce scrap in production. The experts in the study argue for prioritizing the coating process in efforts to diminish rejects through the implementation of data-driven methodologies. Furthermore, the coating process is the process step with the highest amount of scrap according to 68% of the experts. [6]
The scrap rate percentage for the coating and drying process varies from 2% to 9.8%.
Calendering
Quality control to ensure a functional electrode
The primary factors contributing to scrap generation in calendering during battery cell production encompass material inconsistencies, equipment malfunctions, process parameters, handling errors, contamination of the material, wear and tear, and quality control issues. Differences in the thickness and composition of electrode materials can induce irregular calendering. Operational anomalies within calendering machinery, such as misalignment, suboptimal pressure, or fluctuations in temperature, can lead to uneven compaction and defects in the electrode sheets. Incorrect configuration of process parameters, including pressure, temperature, and velocity, can result in damage. Improper handling of electrode sheets before or during calendering, such as erroneous stacking or feeding, can incite damage. The introduction of foreign particles or impurities into electrode materials can lead to defects during calendering and thus to rejects. The gradual wear and tear of calendering equipment can affect precision and efficiency over time. Inadequate quality control protocols or failure to identify defects promptly in the manufacturing process can result in the fabrication of defective electrode sheets necessitating subsequent scrappage.
The scrap rate percentage for the calendering process varies from 0.1% to 1%.
Slitting
Cutting without scrap
The main drivers for scrap in the slitting process include material yield variations, precision and alignment issues, cutting defects, handling and transport errors, quality control challenges, and material properties. Variations in material yields during the slitting process can lead to scrap generation if the process results in uneven or inconsistent widths of electrode materials. Lack of precision in the slitting equipment or misalignment of the materials being slit can result in off-spec materials. Defects such as tearing, wrinkling, or jagged edges in the electrode materials during the slitting process contribute to scrap. Errors in handling or transporting materials during the slitting step can cause damage or contamination. Inadequate quality control measures during slitting can lead to the production of substandard electrode materials that do not meet specifications. Certain material properties, such as brittleness or uneven thickness, also play a significant role in the generation of scrap.
The scrap rate percentage for the slitting process varies from 0.1% to 1%.
Vacuum Drying
Quality through stable ambient conditions
The main causes for the low occurrence of rejects in the vacuum drying phase in the production of lithium-ion battery cells are primarily due to issues such as moisture content, temperature control, vacuum pressure, material handling, equipment malfunctions, and deviations in process parameters. Inadequate regulation of moisture content during vacuum drying can lead to uneven or incomplete drying of the electrode materials. Incorrect temperature control in the vacuum drying chamber may result in overheating or underheating of the materials. Fluctuations in vacuum pressure can noticeably affect the drying process and the quality of the electrode material, with uneven vacuum pressure leading to uneven drying. Incorrect handling of materials when loading and unloading the vacuum drying chamber can lead to damage or contamination. Anomalies within the vacuum drying equipment, such as defective sensors or control mechanisms, can result in suboptimal drying conditions. Additionally, deviations from the prescribed process parameters for vacuum drying, including duration and pressure level, can compromise the quality of the dried electrode materials.
The scrap rate percentage for the vacuum drying process varies from 0% to 0.1%.
Assembly
Assembly without compromising quality
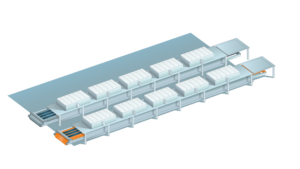
Electrolyte Filling
A low impact on scrap
The scrap rate in the electrolyte filling process in battery cell production is generally considered low due to several key factors that help mitigate potential issues and maintain high quality. Precision equipment is typically employed, designed to accurately dispense the correct volume of electrolyte into each cell, reducing the likelihood of overfilling or underfilling, which could otherwise result in scrap. The process often takes place in controlled environments where factors such as temperature, humidity, and cleanliness are strictly regulated, minimizing the risk of contamination and ensuring consistent filling conditions. Well-established and standardized operating procedures, based on extensive research and testing, are in place to optimize the process for efficiency and consistency. Advanced monitoring systems provide real-time feedback and allow for immediate adjustments if any anomalies are detected, helping to maintain process integrity and minimize defects. Additionally, the quality of the electrolyte and other materials used is typically high, ensuring that the materials themselves do not introduce variability or defects that could lead to scrap.
The scrap rate percentage for the electrolyte filling process varies from 0.1% to 6%.
Formation
Decisive for product quality
The scrap rate observed in the formation process within battery cell production is characterized as medium, owing to multiple factors that contribute to scrap generation during this phase. The complexity of the process, which encompasses initial charging and discharging cycles of battery cells to activate them and stabilize their performance, can induce variations in cell behavior and performance. This intricate nature heightens the likelihood of scrap occurrence due to cells failing to meet specifications. Battery cells may manifest variability in their electro-chemical behavior during the formation process, leading to some cells falling short of performance criteria and necessitating rejection as scrap. Ensuring uniformity and consistency throughout the formation process across all cells poses challenges, particularly in large-scale production settings, potentially resulting in a medium level of scrap owing to cells deviating from desired performance parameters. Certain battery cells may harbor inherent defects or inconsistencies in their construction or materials, which become evident during the formation process, thereby warranting their rejection as scrap. Adequate calibration and maintenance of equipment employed in the formation process, such as chargers and testers, are imperative for achieving consistent outcomes. Any deviations or inaccuracies in equipment performance can contribute to scrap generation. Continuous optimization of formation process parameters, including charging/discharging rates, temperatures, and cycle times, is indispensable for minimizing scrap rates. Suboptimal process settings can result in cells failing to meet performance standards. The quality of materials utilized in battery cells, encompassing electrodes, electrolytes, and separators, can significantly influence the success of the formation process. Substandard materials may give rise to performance issues and heightened scrap rates. Testing and validation protocols during the formation process play a pivotal role in identifying cells that do not meet performance criteria.
The scrap rate percentage for the formation process varies from 0.1% to 1%.
Aging
A well-established process referring to quality
The scrap rate in the aging process in battery cell production is typically low due to several factors that contribute to the reliability and stability of the cells after they have undergone the formation process. The aging process allows the battery cells to stabilize and reach their optimal performance levels after the initial formation cycles. This period of rest and stabilization helps identify any remaining issues and ensures that the cells meet the required specifications. Rigorous quality control measures are often implemented during the aging process to monitor the performance and behavior of the cells. Any cells that exhibit abnormalities or fail to meet performance criteria can be identified and addressed early on. The aging process involves subjecting the cells to long-term testing under various conditions to simulate real-world usage scenarios. This extended testing period helps detect any potential issues or degradation in cell performance, allowing for corrective actions to be taken before the cells are deemed ready for use. The process is typically well-established and standardized in battery cell production facilities, with defined procedures and protocols for monitoring and evaluating cell performance. This process stability contributes to consistent and reliable results. Parameters such as temperature, humidity, and cycling conditions during the aging process are often optimized to ensure the cells undergo proper conditioning and performance evaluation. The use of high-quality materials in battery cell production, including electrodes, electrolytes, and separators, contributes to the reliability and longevity of the cells. Continuous monitoring of cell performance during the aging process allows for real-time assessment of cell behavior and early detection of any anomalies. This proactive approach helps prevent potential issues from escalating.
The scrap rate percentage for the high temperature aging process varies from 0% to 0.1%.
End-of-line Quality Control
Complete check-up of battery cells
The scrap rate observed in the End-of-line quality control (QC) process within battery cell production is characterized as medium, attributed to several factors that contribute to cell rejection at this juncture. The End-of-line QC procedures entail meticulous testing and inspection protocols aimed to ensure compliance with stringent quality standards and performance benchmarks. The uncompromising nature of these standards results in a medium scrap rate. Despite preceding production phases such as formation and aging, variability in cell performance may persist due to factors including material disparities, manufacturing nuances, or process deviations. Such variability heightens the likelihood of certain cells failing to pass QC assessments and consequently being scrapped. End-of-line QC entails a suite of intricate testing procedures designed to assess diverse facets of cell performance, encompassing capacity, voltage, internal resistance, and cycle life. The intricacy of these tests elevates the probability of identifying issues warranting scrap designation. Manual inspection and testing by operators during the End-of-line QC process introduce the prospect of human fallibility. Errors in testing protocols or data interpretation may lead to cells being erroneously classified as scrap. Rigorous calibration and upkeep of testing equipment are imperative for ensuring accurate and dependable QC outcomes. Deviations or inaccuracies in equipment performance can yield erroneous assessments of cell quality and potentially elevate scrap rates. End-of-line QC often employs sampling methodologies whereby a subset of cells from a production batch undergoes testing. Inadequate representation of the entire batch or flaws in the sampling process can result in misclassification of cells as scrap. Variations in environmental parameters, such as temperature and humidity, during End-of-line QC can influence cell performance and test outcomes. Cells susceptible to environmental fluctuations may manifest deviations from anticipated performance levels.
The scrap rate percentage for the EOL-testing process varies from 0.1% to 1%.
Outgoing Quality Control
Last quality gate
The main drivers for scrap in the outgoing quality control (QC) process in battery cell production can vary but typically include the following factors:
Handling damage: Mishandling of battery cells during production, transportation, or testing can cause physical damage or internal short circuits, leading to cell failures in outgoing QC. Proper handling procedures and quality control measures are essential to prevent damage related scrap.
Environmental factors: Exposure to adverse environmental conditions, such as temperature extremes, humidity, or vibration, can affect the performance and stability of battery cells. Cells that have been compromised by environmental factors may fail outgoing QC tests and be rejected as scrap.
Testing equipment issues: Malfunctioning or improperly calibrated testing equipment used in outgoing QC can result in inaccurate assessments of cell performance.
Quality control procedures: Inadequate quality control procedures or insufficient testing protocols in the outgoing QC process can lead to missed defects or performance issues in battery cells. Robust quality control measures, including thorough testing and inspection are essential to minimize scrap rates.
Source:
[1] Liu,Y.; Zhang, R.; Wang, J.; Wang,Y (2021): Current and future lithium-ion battery manufacturing
[2] Orangi, Sina; Hammer Stromann, Anders (2022): A Techno-Economic Model for Benchmarking the production cost of Lithium-Ion Battery cells
[3] Mauler, Lukas; Duffner, Fabian; Leker, Jens (2021): Economies of scale in battery cell manufacturing: The impact of material and process innovations.
[4] Degen, F.; Schütte,M. (2021): Life cycle assessment of the energy consumption and GHG emissions of state-of-the-art automotive battery cell production
[5] Degen, F.; Winter, M.; Bendig, D.; Tübke, J. (2022): Energy consumption of current and future production of lithium-ion and post lithium-ion battery cells
[6] Kehrer (2021): Energy Tech – Analysis of Possible Reductions in Battery Cell Production during Switch-On and Operating Processes